全国免费咨询热线
15703170555
免费咨询热线
15703170555产品介绍
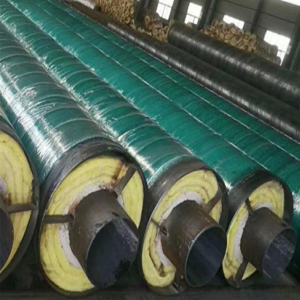
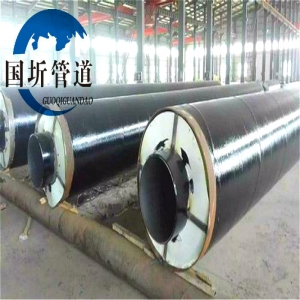
设计——制造——安装——调试——技术培训的一条龙服务将穿好的外护管的钢管吊至发泡平台,两端通过机械液压将法兰堵头封死钢管与外护管之间的空间。钢管两端各留200mm长的裸管不发泡,待现场施工焊接等工作结束后进行现场补口发泡。
在外护管居中位置上钻打一个圆孔作为注料孔,注料时要保证管道水平,确保泡沫均匀。
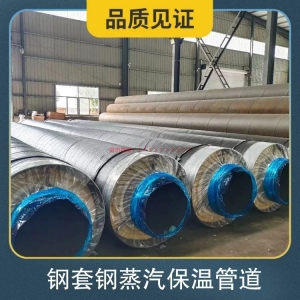
调试灌注发泡机,根据钢管与高密度聚乙烯外护管之间的空隙及长度、计算出聚氨酯保温层液态聚氨酯用量;根据保温层耐热温度要求,确定A、B组分的配合比;根据环境温度、灌注用量确定发泡时间,确定A、B组分的流量比,确保在规定时间内,A、B两组分按已确定的流量比和用量充分混合、雾化、发泡,经实验确定后方能进行正式施工。
装枪头,将A、B两组分的出料管分别插入喷枪的A、B两个活接头上,同时将压缩空气管也接到压缩空气活接头上,进行试灌注。当工艺指标符合设计技术要求时,进行正式灌注。
灌注,根据保温层厚度及管径计算材料用量,调整流量计,将枪头插入管壳灌注孔内,打开空压机阀门,然后打开A、B两组分出料阀门,同时按下自动灌注机开关,设备自动灌注、关闭。
产品标签: