全国免费咨询热线
15703170555
免费咨询热线
15703170555时间:2019/03/11 点击量:31
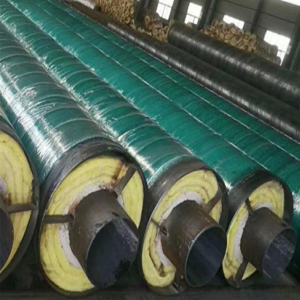
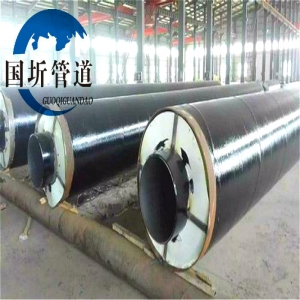
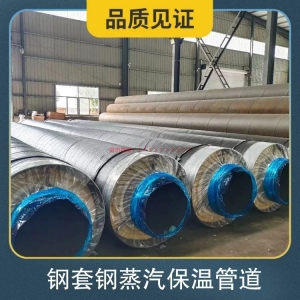
廊坊螺旋焊管的焊缝浅析其加工的过程:
在加工螺旋焊管时候焊缝的加工,就是螺旋焊管的精髓,焊缝加工一般分为三类,那么这三类焊缝的加工过程我们了解一下:
一类焊缝:
1.岔管的所有焊缝。
2.钢管管壁纵缝。
3.钢管环缝。
4.凑合节合拢环缝。
5.闷头与管壁的连接焊缝。
此类焊缝若用超声波探伤抽查率为50%,射线探伤复查率为5%,质量要求为B1级合格。
二类焊缝:
1.钢管管壁环缝;
2.止水环、加劲环的对接焊缝及其与管壁之间的组合焊缝。此类焊缝若用超声波探伤抽查率为50%,质量要求为B2级合格。
三类焊缝:受力很小,且修复时不致停止发电或供水的附属构件焊缝。
1、焊缝组对前应将坡口及其内侧表面不小于10mm范围内的油、漆、垢、锈、毛刺等清除干净,且不得有裂纹、夹层等缺陷。
2、管子或管件对接焊缝组对时,内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且不应大于2mm;
3、焊条使用前应按规定进行烘干,并应在使用过程中保持干燥。焊丝使用前应清除其表面的油污、锈蚀等。管道焊接各类焊缝所选用的焊条、焊丝、焊剂可参照下表选用。
4、焊接材料应按下列要求进行烘焙和保管:焊条、焊剂应放置于通风、干燥和室温不低于5℃的专设库房内,设专人保管,烘焙和发放,并应及时作好实测温度和焊条发放记录。烘焙温度和时间应严格按厂家说明书的规定进行。烘焙后的焊条应保存在100~150℃的恒温箱内,药皮应无脱落和明显的裂纹。现场使用的焊条应装入保温筒,焊条在保温筒内的时间不宜超过4h,超过后,应重新烘焙,重复烘焙次数不宜超过2次。焊丝使用前应清除铁锈和油污。
5、遇有穿堂风或风速超过8m/s的大风和雨天、雪天以及环境温度在-5℃以下、相对湿度在90%以上时,焊接处应有可靠的防护措施,保证焊接处有所需的足够温度,焊工技能不受影响,方可施焊。
6、施焊前,应将坡口及其两侧50~100mm范围内的铁锈、熔渣、油垢、水迹等清除干净。
7、焊缝(包括定位焊)焊接时,应在坡口上引弧、熄弧,严禁在母材上引弧,熄弧时应将弧坑填满,多层焊的层间接头应错开。
8、定位焊焊接应符合下列规定:一、二类焊缝的定位焊焊接工艺和对焊工要求与主缝(即一、二类焊缝,下同)相同;对需要预热焊接的钢板,焊定位焊时应以焊接处为中心,至少应在150mm范围内进行预热,预热温度较主缝预热温度高出20~30℃;定位焊位置应距焊缝端部30mm以上,其长度应在50mm以上,间距为100~400mm,厚度不宜超过正式焊缝高度的二分之一,较厚不宜超过8mm;施焊前应检查定位焊质量,如有裂纹、气孔、夹渣等缺陷均应清除。